Q103
Reel Shafting
PROJECT DETAILS
CUSTOMER:
Opal
PROJECT:
13391 Reel Handling Automation
CONTROL SYSTEM:
Beckhoff
ABB Robotics
Cognex
Dematic
Challenge
Opal came to us with a blank sheet of paper looking for a solution to automate their reel handling process. Our customer requests were very clear: improved Health & Safety, increased production capability, reduced reliance on labour and compliance to a higher hygiene standard.
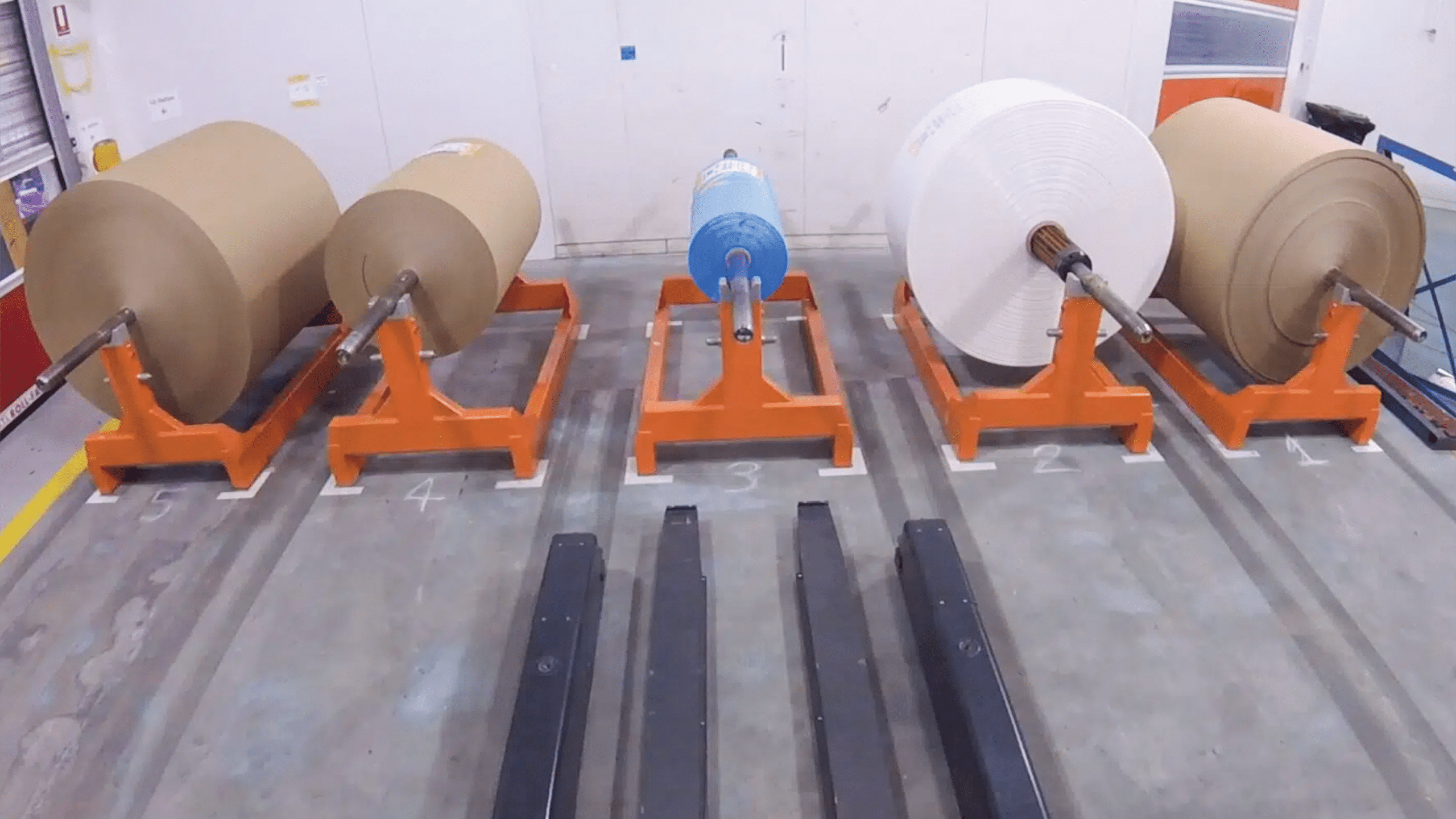
With operators at each of their seven production lines having to manually handle long and heavy shafts (>2m and up to 70kg) the need to improve health and safety was a key driver.
The customer’s manual operation had required forklifts to transport the 1.5T reels between the warehouse and production environments. A second motivation was to increase hygiene compliance by removing this potential for cross contamination.
Solution
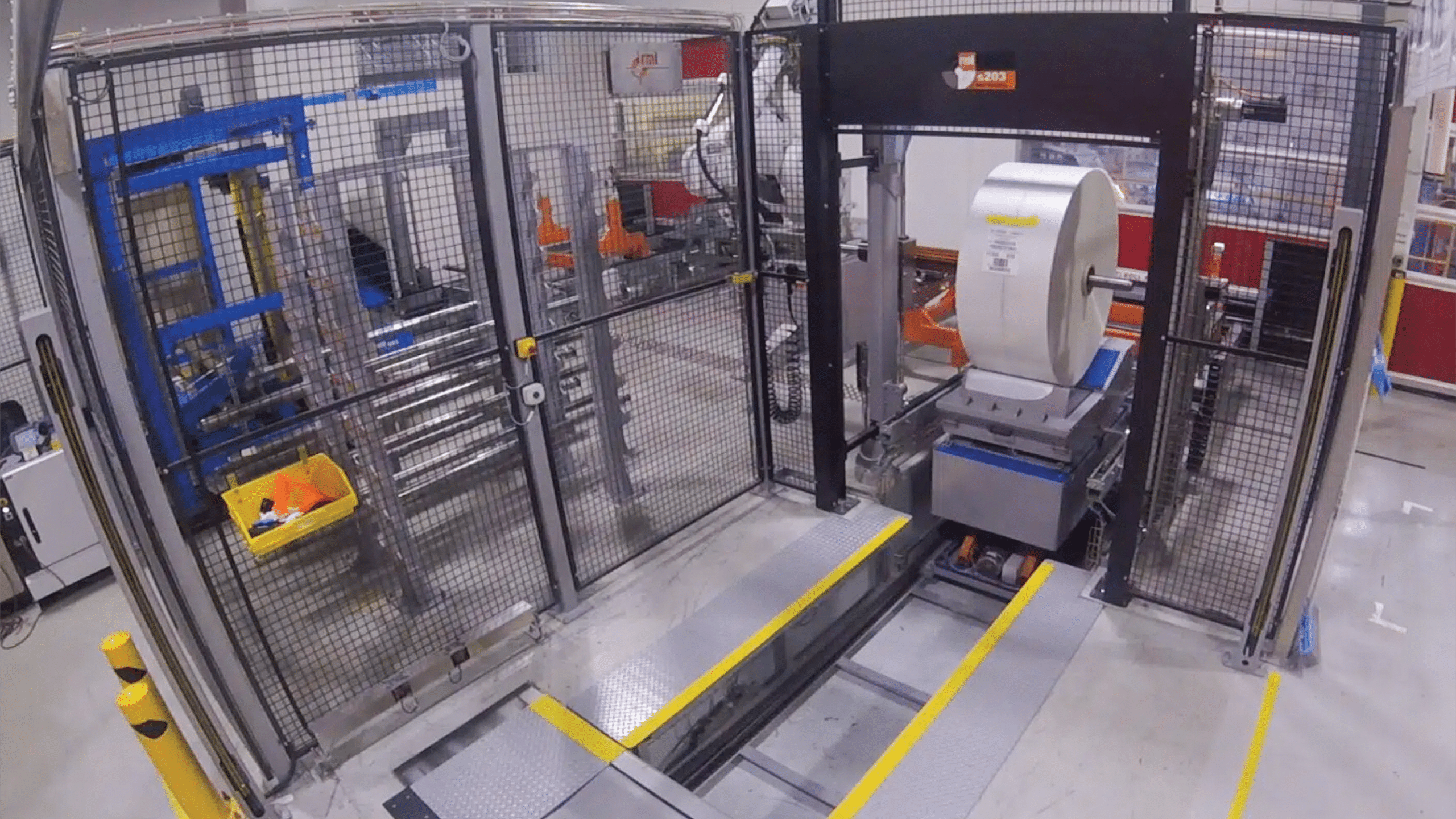
Our solution centralised the reel shafting and de-shafting process. This allowed a single operator to prepare the reels for all seven lines while at the same time creating a single transfer point between the warehouse and high hygiene production area.
Line operators can now request reels for the production run from field mounted RML Human Machine Interfaces. These connect to a centralised database and allow the ‘reelman’ to feed the required reels into the automated cell where they are prepped before entering the automated shafting process.
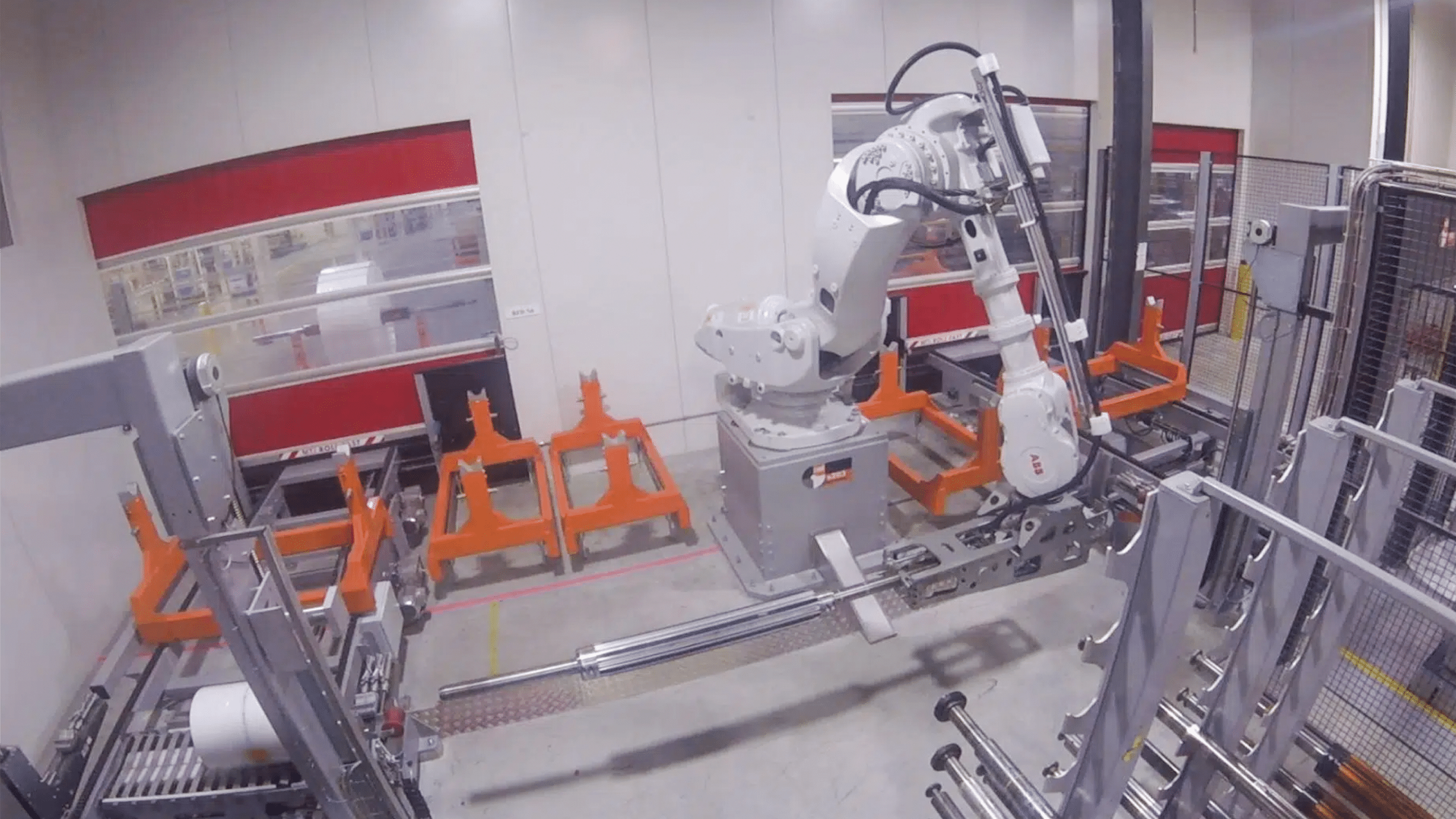
An ABB IRB7600 handles the heavy shafts and stillages. We installed vision and laser technology to achieve the high accuracy (<1mm) requirements.
Shafts were equipped with RFID tags to enable tracking and validation. Once a shaft is inserted into the reel a specified distance, it is then inflated to lock onto each reel and then hoisted onto a stillage frame and conveyed into the high hygiene area.
A similar process is then performed in reverse.
As the shafts, reels and stillages are heavy, advanced automatic fault handling and recovery needed to be integrated into the design to ensure any operator involvement was minimal.
An AGV operating in the high-hygiene zone transports the reels to and from each of the production lines thus removing any manual forklifts from the production area.